|
|
|
 |
|
|
|
|
|
|
|
|
Case Studies
ED 2000: Electronic Anti-Fouling System
1. 2,600 Ton Industrial Cooling Water System Bristol, Pennsylvania (USA) Problem:
A 2,600 ton cooling system is used to cool Building #107 at the Rohm & Haas facility in Bristol, PA. A study was performed to determine the chemical savings associated with the elimination of scale inhibitors used in the water treatment program by installing an ED2000 Electronic Anti-Fouling System.
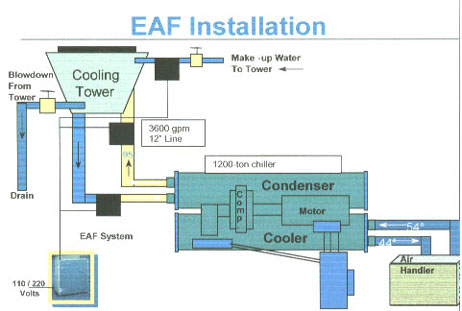
Solution: The ED 2000 Clamshell Coils were placed on the condenser supply line, the condenser return line and the tower make-up water line. The ED 2000 Controller was mounted within close proximity of the chiller. Benefits included the following:
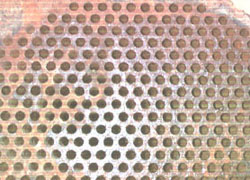
Photograph of clean chiller tubes after the ED 2000 test period:
2. University HVAC System Drexel University
At the time of this study, the cooling system at Drexel University had 17 chillers ranging from 118 tons to 600 tons. It was estimated that energy costs for this cooling system were over $300,000 per year. Drexel's new President charged everyone within the University to make the facility more efficient.
Facilities Manager Bill Taylor and Mechanical Engineering Professor Young I. Cho together proved that the cooling system would run more efficiently with the ED 2000 Electronic Anti-Fouling System. The result was a substantial savings to the University.
Three sites were selected for this demonstration. One cooling system was monitored without ED 2000 and two cooling systems were monitored with ED 2000. The water management programs remained the same, probes were calibrated to insure the data were consistent and the building automation system was utilized to compile the needed data.
The temperature difference of the chilled water was graphed over the course of the cooling season based on system load, outside air temperature and condenser supply temperature. The objective was to measure the kW/ton based on identical conditions over the course of the cooling season. This would help quantify the savings provided by using ED 2000. The results demonstrated the chillers operating efficiencies improved and energy costs were reduced.
An application summary is as follows:
3. Commercial Hot Water Heating System Mack Trucks Corporate
Headquarters
Two 1000 kW electrode hot water boilers were used at the Mack Trucks headquarters to provide hot water to a hot/chilled water HVAC system for this 265,000 square foot facility. Hot water was circulated to the air handling equipment and to the 5/16" diameter panel coils in the ceilings of this six-story building.
Hot water was required when temperatures dropped below 43°F and chilled water was required when temperatures exceeded 55°F. The system was designed to run 24 hours a day, seven days per week. A management firm was contracted to improve efficiencies at this facility. One of the first cost-saving steps was to reduce the amount of time these 1000 kW boilers were being used. Additionally, a water treatment system would allow the boilers to run more efficiently throughout the course of the season.
The hot water boilers utilized ceramic electrodes to create a resistance type heating system. Water temperatures were designed to enter the boilers at 170°F and heat to 180°F. Conductivity was maintained to insure maximum performance. Up until this point, the electrodes were pulled annually and dipped into an acid solution to remove scale that had built up in the system. This was a two-day process as the scale collected on the electrodes was estimated to increase thermal resistance by as much as 20%. Over the course of the heating season this was estimated to increase the energy costs by as much as 35%.
In October 1996, ED 2000 was installed on the 8" feed pipes to both electric boilers. During the season only one boiler was used on an as needed basis. The boiler ran at 100% efficiency. When the electrodes were pulled in September 1997 there was very little fouling. A light wash was performed, and they were placed back into service that day. The elimination of the scaling on the electrodes reduced thermal resistance and substantially improved the efficiency of the boiler, allowing the utilization of one boiler instead of two.
4. Heat Recovery in a Chemical Processing Plant Problem:
The outside walls of the tubes regularly scaled up resulting in a loss of heat transfer, reducing condensate production and forcing plant shutdown for maintenance. This particular boiler was located on the second floor of an exterior tower, so a crane was needed to remove the bundle. This procedure required eight men and three days of scraping, sand-blasting and jet-spraying to remove the scales from the tube bundles.
On one occasion, the bundle became so encrusted with scale that it was completely wedged in the boiler and was irreparably damaged when removed for cleaning. This caused a two-week shutdown and the purchase of a new, $50,000 bundle.
Solution:
5. Heat Recovery from a Semiconductor Plant Problem: A hot water boiler was used to provide domestic hot water from waste steam in a semiconductor plant in a hard-water area in Pennsylvania. Due to health-related concerns, the plant decided not to use any scale-inhibiting chemicals even though their water hardness was equivalent to 350 ppm CaCO3. A new tube bundle was installed, and after one month of operation without ED2000 unit, the bundle was completely coated with thick scaling. The overall heat transfer coefficient had dropped by 70% from design.
Solution: ED 2000 was installed on the water inlet to the steam water heater. After one month of operation, a new tube bundle was removed and found clean. The unit now operates continuously at the designed performance level. Downtime has been reduced to a minimum. Labor costs for maintenance has been drastically reduced. The expected life of the boiler has been extended.
6. Process Heat Exchanger in an Amine Plant Problem: An Alfa Laval plate and frame heat exchanger having 61 plates was used as an interchanger for a 30% DEA solution in an amine processing plant located in Texas. The lean solution was entering the heat exchanger at 244ºF and leaving at 164ºF. The rich solution was entering the heat exchanger at 140ºF and leaving at 229ºF. Flow rate was 48 GPM. Fouling forced the plant to acid clean the heat exchanger every 60 days as the temperature differentials would drop below 70º on the lean side and below 90º on the rich side.
Solution: One ED 2000 Electronic Anti-Fouling System was installed on the inlet to the plate and frame heat exchanger. The plate and frame heat exchanger now operates continuously at the designed performance level for a six month period versus 60 days. The heat transfer coefficient has been maintained. Downtime has been reduced by 50%. Labor costs for maintenance has been drastically reduced. Chemicals and chemical disposal has been eliminated.
7. Industrial Pump at a Food Processing Facility Cape Giraudeau, Missouri (USA)
Problem: A 25 horsepower 3196 Gould pump was used on a hot water supply system in a food supplement plant located in Cape Giraudeau, Missouri. Severe calcium scale build-up caused a reduction in the hot water supply pressure. The pump was pulled every 30-60 days to manually and chemically clean the deposits from the impeller and casing to regain pump pressure. Solution: One ED 2000 System was installed on the pump intake. The pump was inspected at 30 and 60 day intervals to check for scale build-up. There was no accumulation. The pump has operated continuously since installation.
8. Brine in a Plate-and-Frame Process Heat Exchanger Problem: A plate and frame heat exchanger having 140 titanium plates with 14" feed (carbon steel) pipes was used to extract heat from a 7-8% brine solution whose temperature ranged 90 - 100 degrees C and hardness varied from 100 to 400 mg/L. The brine solution was cooled using fresh water which was pumped to the other side of the heat exchanger. Scaling occurred on both sides of the heat exchanger, reducing the heat transfer coefficient by 20% every two weeks. Scale build-up had forced the plant to acid clean the heat exchanger every 6-8 weeks.
Solution: Two ED 2000 Electronic Anti-Fouling Systems were installed: one on the brine inlet to the plate and frame heat exchanger and the other on the fresh water inlet. The plate and frame heat exchanger now operates continuously at the almost designed performance level. The overall heat transfer coefficient of 650 Btu/hr ft2 degrees F dropped only to 550 Btu/hr ft2 °F after 10 weeks of operation. Downtime has been reduced almost to zero. Labor costs for maintenance has been drastically reduced. Chemicals and chemical disposal has been eliminated.
9. Process Heat Exchanger at a Compressed Air Facility Fishkill, New York (USA)
Problem: A Basco Model 08060 Type 500 shell and tube heat exchanger with 3/8" copper tubes was used as a lube oil cooler in a Joy Turbo Compressor. The Joy Compressor had two Inter Coolers (plate fin, air on shell side, water on the tube side with 5/8" tubes). The lube oil cooler had oil on the shell side and cooling water on the tube side. Fouling in these lube oil coolers would cause a drop in performance after six months and needed replacement within twelve months. At the end of the twelve month period the tubes would be plugged nearly solid.
Solution: One ED 2000 unit was installed. The treated lube oil cooler remained in service for over one year. The annual inspection revealed no scale and in good working condition after a one year period.
10. Quarry Pump in a Cement Plant Problem: A Peerless-brand pump transporting quarry water used for service water (cooling) and process water (slurry) in a cement plant fouled every 10-30 days and required an acid wash each time. The pump fouled every ten days in the winter months and every thirty days during the summer months. CaCO3 concentration of the quarry water was 400 ppm. The pump was a vertical three-stage pump mounted on a floating platform located in the quarry. The pump had a 8" intake pipe and a 12" output pipe transporting the water one-half mile. A crane was required at each shutdown to remove and acid wash the pump. The cost for this process was $1,000 per cleaning or $24,000 per year.
Solution: ED 2000 was installed on the pump intake. Since the intake pipe was under water, a ceramic-coated Coil was used for the protection from high pH water. The pump now operates continuously at maximum efficiency (56 psi). The elimination of the acid wash has significantly reduced maintenance costs. The expected life of the pump has been extended.
In general, the solubility of CaCO3 decreases as pressure decreases. At the tip of vane in a pump, the local pressure significantly drops due to high rotating velocity (i.e., Bernoulli equation), resulting in uncontrolled precipitation. ED 2000 produces controlled precipitation in the bulk solution, preventing the pump impeller from fouling.
|
| www.ed2000.net |
Electric H2O, Inc.
Copyright © Electric H2O